出现问题时制造商们都可以知道。而找出问题的原因往往是一个复杂的过程。调查确认过程花费时间,金钱和资源。即便问题最终得到确诊,为了改正而做大量调整又是另一个阶段了。生产出的部件总是不同于设计部件,或不同于其该有的性状,或同过去的不一样,但这种不同有多少,发生在哪里,哪个方向呢?对于澳大利亚的一个主要汽车生产商,确认车门总成的泄漏原因是首要的。PolyWorks在不到1小时的时间内给予了答案。
某汽车制造商最近经历了一个问题,属于那些不可避免的制造环节问题。他们正遭遇其生产和装配的某乘客舱车门密封条对齐方式的变更。很显然,在轿车生产的某特定环节,这些所制造的车还是理想的,车门和密封条同车身其他部位对齐的天衣无缝。然而,在下游环节下线的车在进行测试阶段发现渗水。首要的任务是确定水是从哪里渗出的,更复杂的分析则是关于门框同车身之间的位置关系。找出这两点同那些不泄漏的车子之间的区别,包括差别多大,发生在哪里,哪个方向上?
若生产过程中有一批汽车总成没有泄漏问题,而其他经过后阶段生产的发生了泄漏,那么前后阶段总成的结构必然有些差别(图1)。那些问题车门框总成同“好的车”之间的区别在哪里呢?为了知道生产中该做哪些改进,客户需要将此类差异定量化。 “好车门总成”和“坏车门总成”间的关系和变更有待评估。得益于当前的激光扫描技术和PolyWorks软件,客户在数小事内就获得了一份详细的比较分析报告。

为了快速而高效的采集到产品表面的数据信息,扫描和检测公司的专家使用了一款安装在铰接臂上的激光扫描仪。应用于此的该款扫描仪就是ModelMaker Z70,一款高质量的扫描仪,能以0.05mm x 0.05mm的超凡密度扫描表面,即大约每平方毫米400点。这就产生了部件真实,详细的3D表征,过量的数据将被转换成有用的信息。扫描头从可携式CMM中得到3D基准,这里使用的CMM是Platinum FaroArm,依不同的尺寸FaroArm测量的可重复性范围在±0.0051mm以内。FaroArm和MMZ70激光扫描头由承重三角架支持,挪到现场,所以硬件可以方便地移到问题车门附近。对每辆车采集相关的表面数据仅需几分钟。
一旦采集完扫描数据,分析的后处理阶段就开始了。利用PolyWorks,扫描和检测公司的专家们将“泄漏”车同“好”车的扫描数据进行虚拟对齐,然后进行进一步测量和比较分析。而执行比较分析之前,在PolyWorks中还得做一系列点云操作。
在数据获取阶段获得了多个扫描片体。用铰接臂的自身对齐技术每个扫描片体可以自动对齐,这种技术对激光扫描头的位置变动提供空间基准(图4)。大多数由扫描头获得的点云都会叠加到其他点云之上,这些点云同样已经被前几次扫描计入而叠加其上。所以部件的某些部分会多次被扫描。这些多层数据区域被称之为重叠区域。
为进一步对齐来自可携式CMM的点云,PolyWorks IMAlign模块利用这些重叠区域重新对齐扫描片体。首先对对齐的点云做了偏差分析。PolyWorks自动计算了重叠层间的平均距离并用不同的颜色代表偏差值。用户一眼就能分辨出哪些扫描片体超出了公差而需要通过再对齐来改进。
然后,用PolyWorks的智能(best-fit)对齐技术进行重新对齐。为防止同一相邻区域的片体间的“滑移”,对每个扫描片自动设置了八个控制点来约束它的自由度。这一特点使PolyWorks有别于其他对齐软件,因为其他软件在对齐扫描数据时经常发生滑移问题。执行了带约束的智能对齐之后,软件计算了新的偏差并以彩虹图显示。图6显示所有的扫描片相互间都完美地对齐了,目前都处于公差值内。
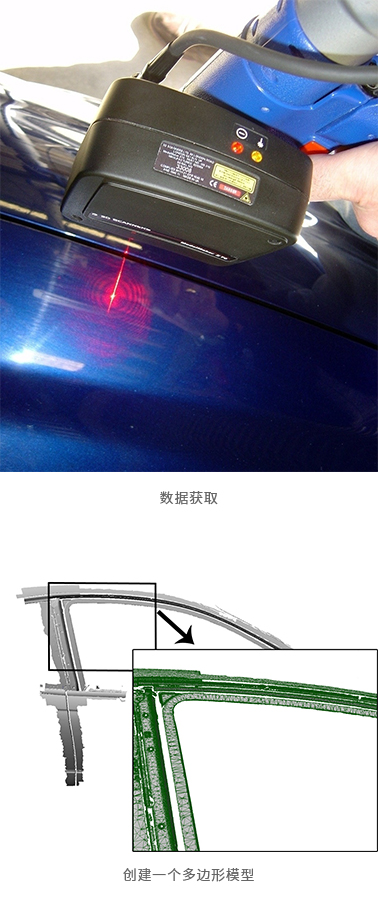
最后一步是生成一个单层的点云模型,采用PolyWorks的“减少重叠”技术智能地平均重叠区域的扫描数据。这样的点云模型可以转换成曲面用来进一步分析诸如门和门间的差别。对“泄漏车”和“好车”采用同样的扫描方式。从窗框和门框上移走所有的外饰,仅露出后阶段生产的结构钢部件。门在整个数据采集过程始终是关闭的,同泄漏密封条相关的区域用MMZ70进行激光扫描。
激光带在部件表面移动, 每秒钟采集几万个3D数据点,随之产生的表面立刻在电脑屏幕上显现。点云表面实时显现的功能意味着在测量的同时,可以辨识哪些区域被遗漏或需要进一步扫描,从而引导扫描工作。
为了比较“好的”和“坏的”门框总成的表面,扫描和检测公司需要将点云数据转换成某种类似曲面的形式。PolyWorks瞬间就将点云数据从千万个点转换成三角化网格。软件将每个点作为其构建的百万个三角形的节点。
为了精确的描述扫描物体的不同形状,PolyWorks依据用户规定的公差值,在车身表面较平坦的区域构建较少的三角形,而在形状复杂的区域构建更多的三角形。转换前要设定“最近点”和“搜索距离”这些参数,从而建立三角化曲面,并最大程度地减少扫描仪噪音点。
使用复杂的系列“最小平方”数学法和表面分析法,刚刚三角化并优化的两个激光扫描数据相互置于其上,并用PolyWorks的智能对齐技术对齐。PolyWorks随后以彩色分布形式显示两个总成间的偏差。产生的彩色偏差图提供了简单的区分模式用来辨识发生泄漏的“坏”车门同“好”车门间的关系。
车门B柱和以下部分显示的浅绿色表明两组车门间的偏差在±0.5 mm之内。其他区域,像焊到门上的钢窗框部分,显示的绿色表明偏差在±1-2mm以内。最后,位于车身本体的橙色表明偏差在±1-2mm以内。
换句话说,当两辆车的B柱对齐到0.5mm偏差以内,泄漏车的窗框将位于不漏车窗框以下0.5mm和2mm间的距离,这个距离足以使水穿透。
扫描和检测公司的工程师们发现,改动决定门框位置的焊点比调节车身本体要简单的多。调节窗框同车门装配处的焊点,使窗框位置(同不泄漏车门比较)不再那么低。
从调查获取的结论主要集中在客户关注的汽车窗框部位,尤其是窗框同车门总成主体的焊接方式。进行焊接方式的适当调整以确保窗框不再位于偏离理想位置过里面,此理想位置即初始CAD设计中描述的位置。
● 快速辨识泄漏问题的根源。
● 精确测量“坏”车门总成和“好”车门总成间的物理偏差(偏差多少,发生在哪,在哪个方向)。
● 通过调整窗框同门装配处的焊接方式来改进装配过程。
● 在不到1小时的时间内执行整个检测过程。