作为Miniature Precision Components(MPC)的主要产品—PV阀,连接器,管道, 接头, 储液器, 充油盖等-己成为利润不断缩减的商品清单, 所以 MPC 开始为汽车制造商提供新的产品。其中包括带有字母印纹的引擎盖。同 MPC 之前 所有产品相比, 这些都是造型要求高的部 件:球形的, 带浮雕的或有凹槽的。这些是汽车制造商所谓的“外观”件:购买者在展厅内能检测出来。
由于这些部件的尺寸都大于MPC 之前 的任何一款产品的几倍, 收缩、翘曲对质量保证 提出了新的挑战。为了按时量产, 工程师 迫于在很短的时间以很少的数据做出加 工和工艺决定。
对他们来讲, 收缩和翘曲 很容易超出整个公差额度。不可避免的 成型工艺偏差迫使部件更超出规格要求。
由于是和汽车制造商打交道, 时间是业务关系的关键。MPC 在接收模具后打算四 周内开始生产并交付样件。
尺寸要控制在+/- 5 mm (大约0.200英寸) 的公差“预算”内。 且包括所有工艺, 材料和加工偏差。Gregory Clark 检测专家 MPC公司
● 改变成型工艺
● 放松部件公差
● 制造冷却夹具
● 修改形成部件的夹具
选择和执行其中任何:种方案都很容易花 上四个星期-没有剩余时间进行进一步的 故障诊断。“四周是我们仅有的期限来调 整和稳定成型工艺, ”Clark 说道, “而除了 收缩和翘曲我们必须考虑更多的事情。”
MPC 用 ShapeGrabber 的 3D 激光扫描 仪和来自 InnovMetric 的基于点云的检测 软件 PolyWorks 解决了收缩和翘曲问题。明智的 MPC 管理者将这个解决方案转换成:系列有竞争性的优势:更快的上市时间和更高的质量保证!

成型师面对收缩和翘曲的最大难题是它们 产生的原因不同。收缩同材料相关; 可在2% 和 14% 间浮动并且不同的树脂层变化不同。翘曲则同冷却以及设计者设计 的厚薄区段相关。成功描述这些尺寸和 公差挑战需要大量的分析和计算加上多年的经验。
成型师从塑料树脂的材料安奎数据表 (MSDS)中估算的收缩值开始设计新的模具。为处理翘曲,成型师应用了浇口、通气孔及水立线的知识。但在模具未完成及运行前,收缩和翘曲只是经验估计。
在激光扫描和基于点云的检测之前, 成 型师没有既深入又快速的表面检测工具。 最佳的可行方法是用坐标测量机 (CMM) 进行接触式探测, 模流分析和照相测量法。 所有方式都远远不能满足要求。
接触式探测
接触式探测不能检测微小的凸起和凹陷, Clark 指出, “更多微小的事情如在一对 X 和 Y 点倾斜万向的翘曲转移引起了另 一点 Z 向超出公差。”这就是为何彻医检 测一个表面需要 500,000 个 3D 点甚至百 万或更多, 而并赤接触式探测所提供的几 百个点。
此外, Clark 补充道, “CMM 要花 7 天准备 工作, 两天测量以及五天处理所有数据。 由于 CMM 总是被占用, 我们需花另外 7 天排队才能等到 CMM 的使用权。所以若 用点-点方式, 我们最多可尝试两灰来纠 正工艺。”
模流分析是计算机仿真预测树脂在不同 的模具浇口位置和尺寸下的收缩和翘曲 率。这种方法有三个大的缺陷:
● 使用的是名义尺寸而并非来自部件的实 际检测数据; 之后的模具修正不能简 单的进行。
● 翘曲预测只是理论上的和数字的超出 模内流体虚拟世界的移动需要成型师改进, 而成型师通常拒绝这样做。
● 同任何仿真类似, 模流分析包含隐性的固定和数字值, 这些在现实世界可能并不成立。
“我们要知道模具中真正发生了什么,而不是假定发生什么”,Clark 说道。模流分析每个模
具要花费近 $12,000, 且通常要占用四周中的两周。
照相测量法名义上是用高精度摄像测量。 这种方法需要捕捉表面的灰数几倍于激 光扫描, 但为了对齐扫描片还需要粘:额 外的标记。照片数字化后, 可以同下载的 CAD 文件对比, 或转化为曲面面片形式的 CAD 文件。
照相测量法只是作为备选法检查发动机 真空装置的夹具和量规。“问题是对每个 发动机, 它们都是不同的”, Clark 说道。“我在这的 13 年中, 我们已经购买了总计350 万美金的一千多套量具。这些都是黑色部件, 因此拍摄起来质量很差”, 他继续 道, “我们总存在环境光线问题和Z向感光深度问题。”
MPC 用 ShapeGrabber Ai810C 扫描仪 检测塑料部件。这种多轴扫描仪是当前市 场上最自动化的 3D 扫描仪, 用户可以仅 用一次鼠标点击就完成整个部件扫描: 系统会做余下的工作。
这种操作的简便是由于多轴扫描的应用(水平和垂直), 以及部件所置处的第三个旋转轴。所有这些轴都校准到同一个参 考系, 这样多次扫描会自动对齐。事先准 备好给定部件所需的扫描片, 所有扫描片 体将快速的自动对齐。
准备工作只需几分钟, 因为ShapeGrabber 扫描头有很大的景深(DOF)。这种大景深 使用户可通过一个简单并直观的图象界 面设置扫描, 因为它不需要同其它扫描头 那样紧随部件的复杂外表面。
ShapeGrabber 扫描头以 18,000 至150,000 点/秒的速度获取数据, 所以仅需几分钟就能生成部件的完整点 云。 然后数据由 PolyWorks 的检测模快简单处理并完成检测过程。
速度和易用性使 ShapeGrabber 扫描仪 广泛为客户使用, 减少了准备和检测时间, 同其它可远的方式比大大减少了检测成本。
可以在15分钟内获取MPC的数据,而不需要几天。
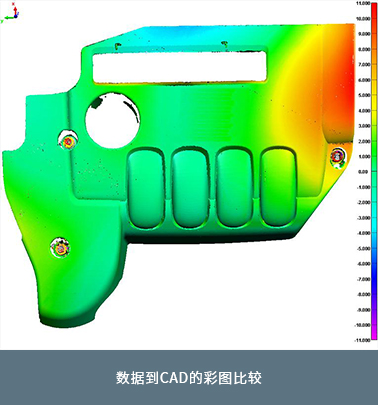
MPC 的发动机盖检测现在在 PolyWorks/ 检测™模快中生成完整的公差误差彩图。 PolyWorks 将来自 ShapeGrabber 扫描仪 的成百万数据点同参考 CAD 模型比较。 MPC 的专:在 PolyWorks 中设定公差 以确定数据点相对 CAD 模型的可接受 和不可接受俑差。误差彩图显示了从红 色(正公差, 过多材料)到蓝色(负公 差, 过少材料)的整个色谱。由于公差彩图带是可调整的, 所以是一种 极好的假设分析工具。“彩图让我们知道 了模具内正在发生什么, 哪些表面由于 改变了公差而受影响, 影响多大”, Clark 解释到。“彩图所说明的”, 他继续道, “是这些塑料 件在模具里是这么流动的。我们知道部 件材料将收缩到适当的尺寸, 冷却期间 的翘曲也会使它的形状变化到设计者的 需求内。”
若 MPC 工程师要检测一些原来不在检测 规划中指定的项目, 他们只要点击数据上 的点或重新扫描增加数据点。不管怎样, 都只需几分钟时间。
对于 MPC 的使用者及它的客户, Shape- Grabber 和 PolyWorks 是唯一的解决方案。
● 紧跟生产速率和检测频率
● 通过标准重复性和可再现性(R&R)测试以认证检测系统
在 R&R测试中,操作者对10个部件的同一特征分别测量3次。然后另一个操作者对这10个部件的此特征再分别测量三次,之后将两者的结果比较。PolyWorks和ShapeGrabber成功地通过了这些测试。
“几分钟,代替了两个或三个星期,扫描使我们获得了所有生产中需要选择的表面数据”,Clark说道, “我们通过PolyWorks几乎实:实现了对齐和格式化。最终, 我们争取了足够的:间来做;格
的生产决策。”他补充道, “由于我们可以 如此快的收集所有尺寸和公差数据, 我们 就有了额外的:间进行工程和分析每项 工作。额外的:间给了我们巨大的帮助, 我们可用来决定是否寻求更松的公差, 修改模具, 一定程度上改变工艺, 或制造冷却夹具。”
获得的时间也意味着工程师可以回头 再次寻找问题。也许包括新一批样 件中的可疑区域。“ShapeGrabber 和 PolyWorks 帮助我们通过了整个准备过程”, Clark 强调。
“我们相信 MPC 使用 Shape- Grabber 和 PolyWorks 在两周 内实现了投资收益”, 他补充, “它们给予我们两种新的竞争优势:无可匹敌的质量保证和快速的量 产启动。”
对于某项新技术有效性的真正测试在于 它是否能延伸其优势, 超出日常使用者的 每日需求。在一个更大的企业, 这些优势 体现在更快的量产启动, 更多的工程和分 析时间及方式的更加灵活性。
提供的解决方案:
● 改进的质量保证使 MPC 确保部件将按 要求成型-在样件呈送客户之前。
● 消除了无数额外的尺寸检测, 更模具和工艺更快锁定以量产。
● 增强的检测灵活性, 使更多的生产选项 得到评估, 更多时间用于模具设计和 实验。这些特点直接转化为 MPC 的新 竞争优势-更快更好的部件-和更满 意的客户。
● 更短的上市时间。当对手浪费了数天 或数周于接触式检测时, MPC 在数分 钟内收集了一个表面的 50 万个至百 万个点。
● 更强的新市场渗透能力。MPC 飞跃式 的从严格的功能性、很少被看到的部 件转换到高造型的、直接映λ消费者 眼帘的发动机盖。